

-
嘉莱塑业 — 塑料制品生产厂家
集生产加工、模具注塑于一体的一条龙服务
182-6361-6552
139-6462-2010
- 嘉莱首页
- 关于我们
公司介绍 公司环境
- 产品分类
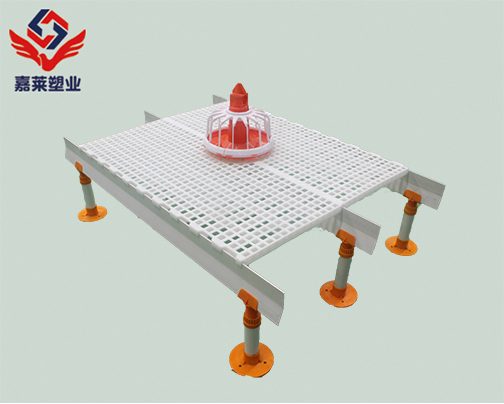
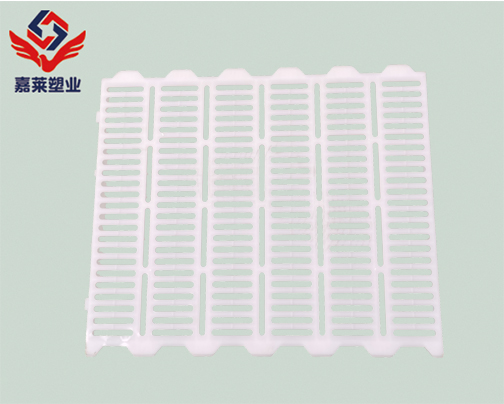
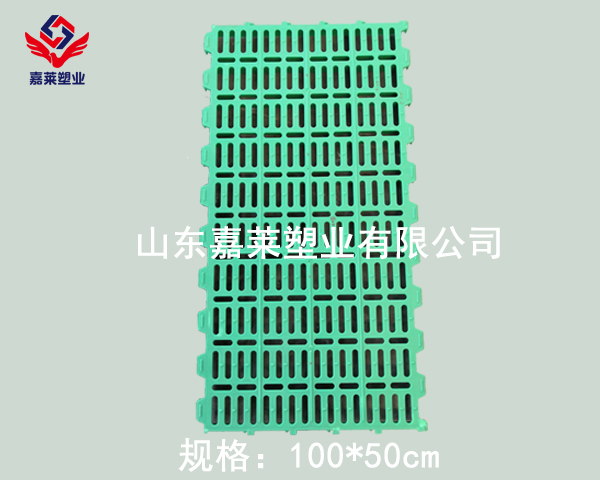
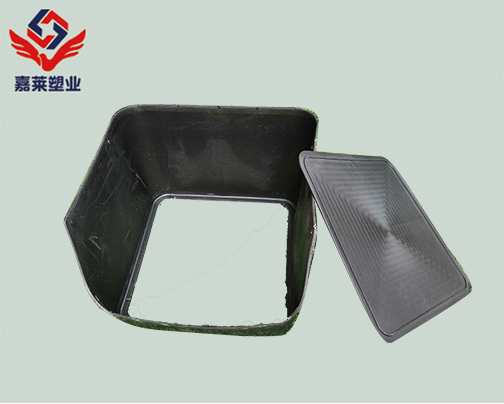
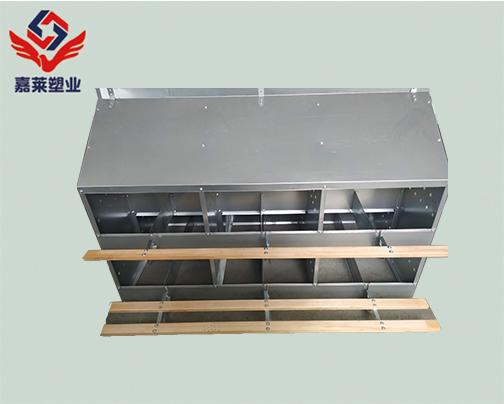
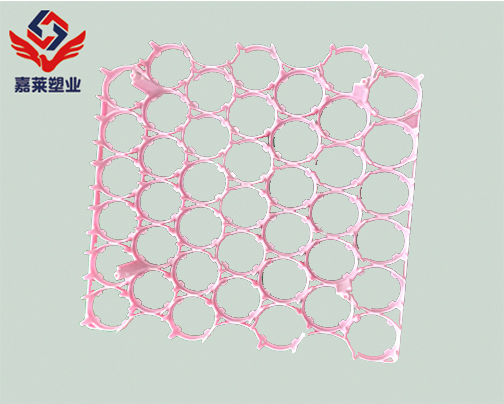
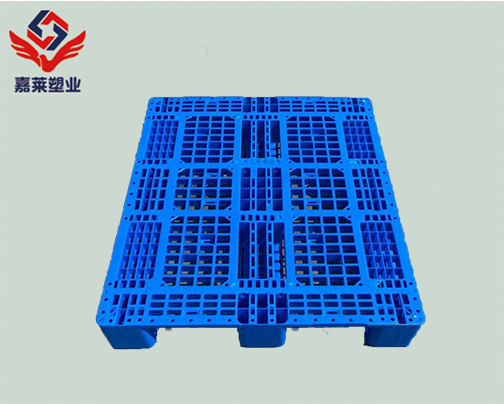
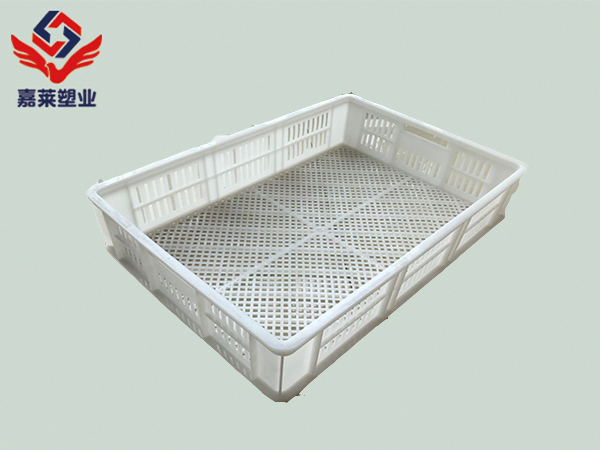
家禽漏粪板 鸡鸭鹅用漏粪板 猪用漏粪板 羊用漏粪板 塑料单冻盘 成鸡成鸭周转笼- 新闻资讯
加工定制塑料模具
为什么就选嘉莱塑业?



- 01
-
10年塑料模具定制厂家,按需定制
- 嘉莱塑业拥有10年之久的的模具研发制造经验,可生产各种模具
- 是一家集研发、生产和销售为一体的模具加工制造商
- 拥有经验丰富的研发设计团队,可根据客户需求加工定制加工塑料漏粪板等产品规格
- 02
-
无中间环节,利润提高30-50%
- 嘉莱塑业拥有自己的加工生产车间,一手货源为您减少中间环节
- 公司生产塑料漏粪板凭其合理的价格,优良的质量与国内各大企业建立了合作关系
- 03
-
充足稳定的库存,确保交期稳定
- 嘉莱塑业拥有自己的材料仓库,长期保证稳定塑料漏粪板等产品库存,一贯力求生产周期短,急用户之所急
- 配有急单快做小组,可根据客户要求时间完成漏粪地板等产品的发货
- 04
-
完善的服务团队,让您售后无忧
- 嘉莱塑业拥有自己的在线客服团队,24小时提供产品使用的各种问题解答。
- 在客户使用过程中,有专门的技术人员为您指导
- 质量问题,提供7天无条件更换服务
全国免费咨询热线:
182-6361-6552-

-
山东嘉莱塑业有限公司
山东嘉莱塑业有限公司是集模具研发制作、注塑产品生产加工为一体的生产制造公司。公司配有模具设计制造人员,主要从事注塑模具、吹塑模具、橡胶模具的设计与制造长达10年之久,为诸城当地北汽福田汽车公司等知名企业进行过模具配套服务。公司现从事生产加工各种汽车专用塑料配件、日常家用塑料产品、畜禽养殖类塑料制品、冷库存储用各类冻盘。主要产品有漏粪板、塑料漏粪板、漏粪地板、禽用漏粪板、鸭蛋窝、种蛋筐、鸡苗箱、蛋托、冷库单冻盘等,并承接相关注塑产品加工业务。与此同时本公司利用模具研发制造到注塑生产制作一条龙服务的优势,积极发挥自身特点为客户提供更便捷的服务,并依托富于拼搏力和创造力的网络销售团队,使我们公司成为具备科技优势、管理优势和市场优势的新型现代企业。
查看详情 >
- 05 2024-07
-
夏天怎样给羊防暑呢?

- 产品分类








 查看更多
查看更多 








 国家企业信用信息
国家企业信用信息